
Akkumulátorelválasztó film gyártóüzem létesítése – TORAY CEB-1 Projekt, Nyergesújfalu
Az MB1 jelű gyártócsarnok és kiszolgálóépületei (energiaközpont és alapanyagraktár, valamint porta épület) több mint 23.000 m² összes hasznos alapterülettel létesültek, közel 1.500 előregyártott vasbeton elem és 4.140 m³ beton felhasználásával. Az optimalizált megoldásoknak köszönhetően a gyártmánytervezés, előregyártás és szerelés átfutási ideje kevesebb, mint 9 hónapot vett igénybe.
A japán tulajdonú Toray Industries Hungary Kft. lítium akkumulátorokhoz használt szeparátorfilmet előállító üzemet épített Nyergesújfalun, 48,5 hektáros területen. A két ütemben megvalósuló beruházás világszinten 20%-kal bővíti a Toray szeparátorfilm-gyártó kapacitását. A cég biztosítja a világ szénszálgyártásának a felét, termékeit a szélerőművek turbináitól kezdve a repülőgépek fékrendszerein át a hajó- és sportszergyártásban is alkalmazzák.
A zöldmezős beruházás során épülő közel 18.000 m²-es gyártóüzem magában foglalja az irodaegységet, a fóliagyártó csarnokot, valamint a csomagoló- és raktárcsarnokot. A gyártóüzemhez kapcsolódóan energiaközpont (3.112 m²), kémiai hulladéktároló és alapanyagraktár (1.933 m²) valamint portaépület (198 m²) is létesült. A generálkivitelezési munkákat a Takenaka Europe GmbH végzi több alvállalkozó bevonásával. Az ASA Építőipari Kft. az előregyártott vasbeton épületszerkezet tervezője, gyártója, szállítója és szerelője. Az építészeti terveket és a generál statikai terveket a Studio IN-EX Zrt. jegyzi. Az ASA Építőipari Kft. a vázszerkezet kialakítását Balogh Béla statikus vezető tervező irányításával készítette el. Jelen cikk keretein belül az MB1 főépület szerkezeti kialakítását mutatjuk be.
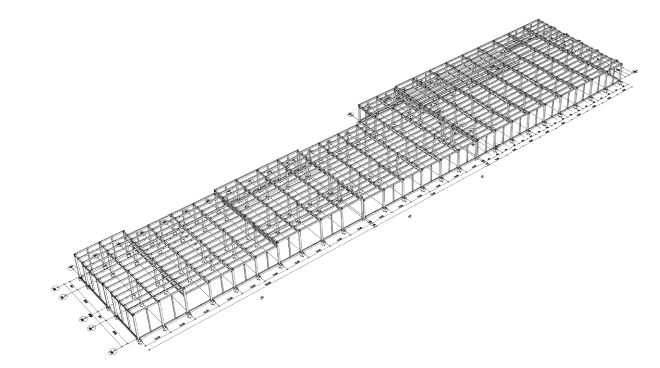
zerkezeti kialakítását mutatjuk be. A gyártóüzem alapterülete 17.913 m2 és három dilatációs egységből épül fel. A Main Building Film Factory az A1 (50x10x12 m egyszintes) és A2 (50; 63x6x12 m egyszintes) dilatációs egységekből áll, míg a keleti rész Main Building East Part épületrésze a B (63x9x12 m egyszintes, közbenső födémmel) dilatációs egység. A nyugati részben a gyártótér került kialakításra, a keleti épületrészben pedig az irodák, öltözők és a laboratórium helyezkednek el, közbenső födém kialakítással, valamint egy monolit lépcsőházzal. A beruházó igényének, illetve további terveinek megfelelően a főépület déli irányban bővíthető kialakítással készült, iker kehelynyakak alkalmazásával.

Az épület térbeli merevségét a tetősíkban elhelyezett zártszelvényű acélelemek, szélrácsok és a befogott vasbeton pillérek együttesen biztosítják. A belmagasságok igazodnak a technológia által megkövetelt terekhez, így az épület hossziránya mentén a legnagyobb szerkezeti tetőponti magasságok 10,57 m, 12,46 m és 13,98 m között változnak. Az egyes keretállásokat váltott 3%-os lejtésiránnyal alakítottuk ki. Ezeken a tetőszinteken telepítették a gyártási technológia üzemeltetéséhez szükséges gépészeti berendezéseket. Ezen egységek és a gyártócsarnokon belül függesztéssel elhelyezett berendezések (daru, anyagmérleg) a tetőelemek rendkívül differenciált terhelését okozták, és ez tette szükségessé a relatív sokféle gerenda-keresztmetszet alkalmazását.
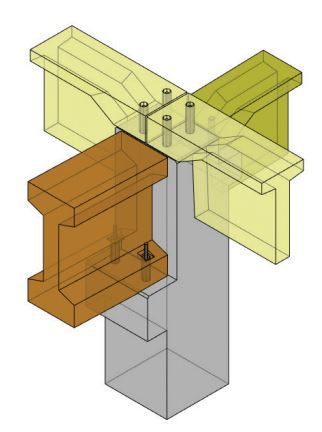
A gyártóüzem alapozása mélyalapozással készült, az előgyártott vasbeton kehelyalapok a monolit fejtömbökben kaptak elhelyezést. A felszerkezet kialakítása az alul kehelybe befogott pillérekből (jellemzően 80×80 cm keresztmetszetű, a homlokzaton 70×70 cm és 40×50 cm keresztmetszetű) és a pillérkonzolokra ülő főtartókból áll. A pillérek és a főtartók közötti erőátvitelt csavarozott kapcsolattal alakítottuk ki. A főtartókra 3,6 m-enkénti kiosztással ülnek fel a szelemenek, amelyekre a 15 cm vastag teherhordó trapézlemez héjalás, párazáró réteg és hőszigetelés készült vízszigeteléssel.

A feszített főtartóknál – a változó rasztertávolságoknak és technológiai terheléseknek megfelelően – többféle keresztmetszetet alkalmaztunk. A legkisebb 7 m-es fesztávolságon 100 cm magas párhuzamos övű „T” keresztmetszetű tartók létesültek 14 cm vastag gerinccel, míg a 18 m fesztávolságú részeken különböző magasságú „I” tartókat terveztünk (IP125, 134, 170). A kisebb terhelésű peremeken 100 cm magas párhuzamos övű „T” keresztmetszetű tartók készülnek 18 cm vastag gerinccel. A feszített szelemenek párhuzamos övvel készülő 100 cm magas „T” tartók 18 cm vastag gerinccel, illetve az alacsonyabb terheléssel rendelkező traktusban 70 cm magas trapéz keresztmetszetű tartók 16 cm széles alsó és 30 cm széles felső keresztmetszettel. Az egyes szelemeneket acél szélrács köti össze.
A közbenső födémgerendák a főtartókhoz hasonlóan 125 cm magas „I” keresztmetszettel készülnek, amelyek a pillérek rövidkonzoljaira támaszkodnak és a két elem között csavarozott kapcsolat létesül. A gerendák vállára FF320 és FF400 (12,0 m fesztáv) jelű födémpanelek ülnek fel, illetve a nagy méretű gépészeti felszálló aknákkal áttört részeken acélgerendákkal együttdolgozó monolit födémmező épült. A födémpanelekre 8,0 cm vastag vasalt felbeton kerül, így a födém teljes szerkezeti magassága 165 cm. A lábazati kialakítást a -0,24 m és +0,20 m szintek között hőszigeteletlen, 12 cm vastag vasbeton panel alkotja, amely 40×80 cm keresztmetszetű vasbeton lábazati gerendára ül. A 12 m fesztávolságú rugalmas ágyazással készülő lábazati gerenda a kehelynyakak tetejére ül fel, és viseli a homlokzati 40×50 cm-es pillérek terheit is. A két elem közti erőátvitelt tőcsavaros kapcsolat biztosítja.
A tervezett épület épületgépészeti kivitelezhetősége miatt a szelemenekben áttöréseket kellett kialakítani, melyeken a gépészeti vezetékeket, a sprinkler berendezéseket és az elektromos vezetékeket vezették át. A földszinti területeken nagy teherbírású, szálerősítésű ipari padló készült felületkeményítve, dilatálva.
Az MB1 gyártóüzem méretéből, kialakításából és a változó terhelésekből adódóan viszonylag nagy darabszámú előregyártott vasbeton elemet kellett üzemi előregyártással elkészíteni:
- 141 db kehelynyak;
- 206 db pillér;
- 131 db főtartó;
- 419 db szelemen;
- 20 db födémgerenda;
- 84 db födémpanel;
- 60 db talpgerenda;
- 156 db lábazati elem;
összesen 1.217 db elem (3.650 m³).
A nagy elemszám és elemvariabilitás ellenére sikerült egyes típusokból közel azonos kialakítású elemeket megtervezni, így az üzemi gyártás egyszerűbbé és hatékonyabbá vált.
Az építés során – a kivitelezői kéréshez alkalmazkodva, amely megadott alapterületi és időbeli ütemezéshez igazodott – a váz folyamatosan az épület egyik végétől a másikig kompletten készült. Ez biztosította annak a lehetőségét, hogy amíg az épület egyik végén még csak az alapozási munkák kezdődtek el, a másik végén már a burkolattal ellátott csarnokban az ipari padlót készítették. A főépülettel párhuzamosan a kiszolgálóépületek gyártása és szerelése is sikeresen befejeződött, így a további technológiai munkálatok elkészülte után azonnal megkezdődhet a termelés a Toray nyergesújfalui üzemében.
Forrás: Betonújság



